از مهندسی پلیمر تا اقتصاد صنعتی
راهنمای جامع و تحلیل استراتژیک تولید کیسههای بافتهشده پلیپروپیلن
در معماری پیچیده زنجیره تامین جهانی و لجستیک مدرن، بستهبندی صنعتی نقشی به مراتب فراتر از یک پوشش فیزیکی ساده ایفا میکند. بستهبندی خط مقدم حفاظت از ساختار شیمیایی و فیزیکی محصولات در برابر تنشهای مکانیکی، نوسانات ترمودینامیکی و عوامل مخرب بیولوژیکی است. در این بستر استراتژیک، کیسههای بافتهشده از پلیپروپیلن (PP Woven Bags) به واسطه برخورداری از نسبت بینظیر استحکام به وزن (Strength-to-Weight Ratio)، مقاومت شیمیایی استثنایی در برابر حلالها و اسیدها، و تطبیقپذیری بالا با الزامات اقتصاد چرخشی، به پارادایم غالب در بستهبندی محصولات فلهای تبدیل شدهاند.
تحلیلهای فاندامنتال بازار جهانی نشان میدهد که ارزش این صنعت با نرخ رشد مرکب سالانه (CAGR) معادل ۴.۵ درصد در بازه زمانی ۲۰۲۰ تا ۲۰۳۴ در مدار صعودی قرار دارد. این رشد مستمر، ریشه در توسعه زیرساختهای صنایع کلیدی نظیر کشاورزی، ساختوساز، صنایع غذایی و خردهفروشی دارد. در این مقاله از وبلاگ تخصصی ما، با رویکردی مهندسی و اقتصادسنجی، به بررسی اگزاستیو (Exhaustive) و «صفر تا صد» فرآیند تولید کیسههای پلیپروپیلن میپردازیم.
شیمی پلیمر، مهندسی مواد و گزینش استراتژیک رزینهای پایه
سنگ بنای کیفیت فیزیکی و طول عمر مکانیکی یک گونی بافتهشده، در ساختار ماکرومولکولی پلیمر پایه آن نهفته است. پلیپروپیلن (PP) یک پلیمر ترموپلاستیک نیمهبلورین است که از پلیمریزاسیون کاتالیستی گاز پروپیلن به دست میآید. تمایز بنیادین PP با پلیاتیلن (PE)، در حضور یک گروه متیل (Methyl Group) جانبی بر روی زنجیره اصلی کربنی است.
این استخلاف متیلی باعث آزادی چرخش محدود زنجیرههای پلیمری، افزایش صلبیت (Rigidity)، ارتقای چشمگیر نقطه ذوب به محدوده ۱۶۰ تا ۱۷۰ درجه سانتیگراد، و افزایش استحکام تسلیم (Yield Strength) میگردد. در نتیجه، پلیپروپیلن در برابر پدیده خزش (Creep) تحت بارهای سنگین مقاومت بسیار بهتری نشان داده و برای تولید الیاف باربر ایدهآل است.
طبقهبندی گریدهای تخصصی پلیپروپیلن در پتروشیمی ایران
در صنعت پتروشیمی ایران، مجتمعهای عظیمی نظیر مارون، جم، شازند، رجال، پلینار و نوید زر شیمی، گریدهای متنوعی از PP را سنتز میکنند. گریدهای مناسب برای تولید گونی، در خانواده هموپلیمرها (Homopolymers) قرار میگیرند که پتانسیل بالایی برای تبلور (Crystallization) و تولید الیافی با صلبیت بالا دارند.
| نام تجاری/گرید پلیمری | مجتمعهای پتروشیمی تولیدکننده | مشخصات رئولوژیکی و کاربردهای صنعتی |
|---|---|---|
| Z30S | مارون، جم، شازند | هموپلیمر با شاخص جریان مذاب (MFI) حدود ۲۵. دارای تعادل بینظیر میان فرآیندپذیری مذاب و استحکام کششی نهایی؛ استاندارد طلایی تولید نخ گونی. |
| C30S | مارون، جم | هموپلیمری با جریانپذیری مطلوب و دارای تاییدیه تماس با مواد غذایی (Food Grade). پرکاربرد در تولید کیسههای کشاورزی و غذایی. |
| V30S | مارون، شازند | هموپلیمر کلاس نساجی با رفتار مکانیکی پایدار در اکسترودرهای تخت؛ بهینهسازی شده برای تولید الیاف با سرعت بالا. |
| HP500P / HP510L | جم، شازند، مارون | طراحی شده برای ریسندگی الیاف پیوسته با چقرمگی حرارتی بالا. مناسب کیسههای سنگینوزن نظیر جامبوبگها (FIBC). |
| RG 1102M / RG 1101S | پتروشیمی رجال | گریدهای تخصصی با مقاومت در برابر پارگی مطلوب؛ فرموله شده برای تولید کیسههای سیمان و مصالح ساختمانی. |
افزودنیهای ترمودینامیکی و مهندسی مستربچها
آمیزهسازی (Compounding) با مستربچها (Masterbatches) برای برآورده ساختن الزامات فیزیکی محیطی گریزناپذیر است:
- مستربچهای پایدارکننده نوری (Anti-UV Masterbatches): زنجیره PP مستعد تشکیل رادیکالهای آزاد تحت تابش اشعه UV است که به قطع زنجیرهها (Chain Scission) میانجامد. مستربچهای ضد اشعه (بر پایه HALS) فوتونهای مخرب را جذب و دفع میکنند.
- مستربچهای کربنات کلسیم (CaCO3 Fillers): به عنوان پرکننده اقتصادی عمل کرده و با ایجاد ریززِبری (Micro-roughness)، خاصیت ضدلغزش (Anti-slip) به کیسهها میبخشند. همچنین از فیبریله شدن (Fibrillation) نخها جلوگیری میکنند.
- مستربچهای روانکننده و آنتیبلاک (Slip & Anti-block): برای جلوگیری از چسبندگی لایههای فیلم و تسهیل حرکت سریع نخها در ماشینآلات گردباف کاربرد دارند.
دینامیک سیالات و ماشینآلات در فرآیند تولید (Production Technology)
تبدیل یک گرانول جامد به سازهای مقاوم، نیازمند هدایت دقیق زنجیرهای از عملیات واحد (Unit Operations) است.
مرحله اول: اکستروژن، ریسندگی و جهتگیری مولکولی (Extrusion & Drawing)
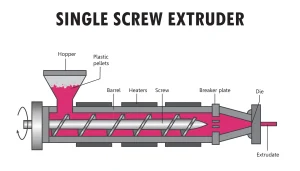
گام نخست، دوزینگ گرانولها و ورود به اکسترودر است. مارپیچ (Screw) با هندسه پیچیده خود، مواد را تحت حرارت و تنش برشی (Shear Heating) به مذاب تبدیل میکند.
- تشکیل فیلم و کوئنچینگ: مذاب از قالب اکسترودر تخت (Flat Extrusion) خارج شده و وارد وان آب با دمای کنترلشده میشود. افت ناگهانی دما (Quenching) از رشد کریستالهای کروی جلوگیری کرده و ساختار آمورف را برای کشش حفظ میکند.
- برش و کشش تکمحوره: فیلم سرد شده به نوارهای باریک (Tapes) برش میخورد و وارد کوره هوای داغ میشود. جهتگیری ماکرومولکولی (Mono-axial Orientation) باعث افزایش تصاعدی استحکام کششی میگردد.
- آنیلینگ و پیچش: نوارها برای تثبیت ابعادی از روی غلتکهای خنککننده (Godet Rollers) عبور کرده و توسط وایندرها روی بوبینها پیچیده میشوند.
- ظرفیتسنجی: برای تولید روزانه ۱۲۰,۰۰۰ عدد گونی ۱۰۸ گرمی، خروجی دستگاه باید حداقل روی ۵۴۰ کیلوگرم بر ساعت کالیبره شود.
مرحله دوم: بافندگی مدور (Circular Weaving)
بوبینها روی قفسههای (Creels) دستگاههای گردباف (Circular Looms) قرار میگیرند. ماکوها (Shuttles) حامل نخهای پود به صورت مدور در میان نخهای تار حرکت میکنند و مکانیزم شانهای (Reed) پودها را به هم فشرده میکند (Beating-up).
راندمان سینماتیکی: یک دستگاه ۴ شاتل با سرعت ۱۸۰ دور در دقیقه، روزانه حدود ۲۵۹۲ متر پارچه لولهای تولید میکند.
مرحله سوم: پوششدهی اکستروژنی و لمیناسیون (Extrusion Coating & Lamination)
برای کاربردهای حساس به رطوبت، لایهای از مذاب پلیمری روی پارچه اکسترود میشود. ترکیب پارچه با فیلمهای جهتیافته دومحوره پلیپروپیلن (BOPP Laminated) مزایای بینظیری دارد:
- سد رطوبتی مطلق: نرخ انتقال بخار آب (MVTR) به شدت کاهش مییابد.
- حفاظت سایشی از چاپ: چاپ به صورت معکوس (Reverse-printed) روی سطح داخلی فیلم BOPP انجام میشود.
- بهینهسازی ضخامت: فیلم BOPP (۱۵ تا ۲۵ میکرون) در کنار پارچه (۶۰ تا ۱۲۰ گرم بر متر مربع) انعطافپذیری و استحکام توامان ایجاد میکند.
مرحله چهارم: تکنولوژیهای چاپ صنعتی (Industrial Printing)
پیش از چاپ، پارچه باید از سیستم تخلیه بار الکتریکی «کرونا تریتمنت (Corona Treatment)» عبور کند تا چسبندگی مرکب تضمین شود.
- چاپ فلکسوگرافی (Flexography): اقتصادیترین روش با استفاده از کلیشههای ژلاتینی و نورد آنیلوکس (Anilox Roller)؛ سرعت چاپ بین ۶۰ تا ۱۰۰ متر بر دقیقه است.
- چاپ هلیوگراور (Rotogravure): مناسب چاپهای با وضوح عکاسی روی فیلمهای BOPP با سرعت تا ۳۰۰ متر بر دقیقه.
مرحله پنجم: ماشینآلات تبدیل، برش و لبهدوزی (Conversion & Hemming)
در ایستگاه نهایی، از تکنولوژی برش حرارتی (Heat Cutting) برای جلوگیری از ریشریش شدن استفاده میشود. ماشینآلات اتوماتیک مدرن (مانند Lohia یا Starlinger) قابلیت جایگذاری آسترهای پلیمری (PE Liner Insertion)، لبهدوزی یک یا دو بار تا شده (Single/Double Fold) و استفاده از چسب پلیمری و هوای داغ (به جای دوخت نخی) را دارا هستند.
پروتکلهای کنترل کیفیت، متالورژی آزمونها و استانداردها
کارخانجات تراز اول ملزم به پیادهسازی استانداردهای ایزو ۹۰۰۱ و در ایران، استاندارد سختگیرانه ISIRI 2972 (کیسههای پلاستیکی پلیاولفینی) هستند.
- پروفایل ابعادی و مرفولوژی: رواداری ضخامت نوارها ۱۰ میکرون، الگوی بافت تافته (Plain Weave) ساده، و وزن پایه پارچه حداقل ۹۰ گرم بر متر مربع.
- تست مقاومت کششی (Tensile Strength): با استفاده از تجهیزات کشش یونیورسال در شرایط کنترلشده کالیبره میشود (سرعت ۱۰۰ تا ۲۵۰ میلیمتر بر دقیقه).
- نمره نخ (Denier / Tex): دنیر وزن ۹۰۰۰ متر نخ است که فرمول آن عبارت است از: $inline$d = \frac{W \times 9000}{L}$inline$ (که W وزن آزمونه و L طول آن است).
| نام آزمون مکانیکی | دستگاه مورد استفاده | شرایط اجرای آزمون (ISIRI 2972) |
|---|---|---|
| تست کشش نوار (تار و پود) | دستگاه کشش یونیورسال | ابعاد: ۵۰×۲۰۰ میلیمتر، فاصله فکها: ۳۰۰ میلیمتر، سرعت: تا ۲۵۰ mm/min |
| سنجش نمره نخ (Denier) | ترازوی تحلیلی و کلافپیچ | وزن ۹۰۰۰ متر نخ تحت پیشکشش استاندارد |
| ارزیابی درز دوخت | کولیس و بررسی چشمی | شمارش حداقل ۱۵ بخیه در هر ۱۰ سانتیمتر، تداخل ۴ لایه پارچه |
| تست مقاومت به اشعه UV | محفظه هوازدگی تسریعشده | قرارگیری تحت تابش لامپ زنون/UV برای ارزیابی افت خواص |
مدلسازی اقتصادی و بررسی طرح توجیهی
تولید کیسههای PP به دلیل دسترسی به خوراک پتروشیمی ارزان در ایران، حاشیه سود بالا و ریسک سیستمی پایینی دارد. در سیستم ISIC، تولید این کیسهها ذیل کدهای ۱۷۲۱۵۱۲۳۳۸ (ساده) و ۱۷۲۱۵۱۲۳۳۹ (لمینتدار) و در گمرک با کدهای HS 63053300 و 63053900 ثبت میگردد. تعرفه گمرکی ۶۵ درصدی واردات، سپر حمایتی قدرتمندی برای تولیدکنندگان داخلی است.
مدلسازیهای مالی (برای کارخانهای با ظرفیت ۴۰۰۰ تا ۵۰۰۰ تن در سال) نشان میدهد که حاشیه سود ناخالص به راحتی از مرز ۶۰ درصد عبور میکند. سرمایهگذاری نیازمند تامین CAPEX ارزی (ماشینآلات تایوانی، چینی یا اروپایی) و CAPEX ریالی (سولههای صنعتی چند هزار متری و تاسیسات برق) است.
اقتصاد چرخشی (Circular Economy) و بازیافت
با تشدید قوانین محیطزیستی، پلیپروپیلن به دلیل ماهیت ترموپلاستیک خود، پتانسیل ۱۰۰ درصدی برای بازیافت دارد. بازیافت داخلی (In-house Recycling) ضایعات (۲ تا ۵ درصد کل تولید)، هزینههای تامین مواد خام را به شدت کاهش میدهد.
فرآیند بازیافت شامل خردایش (Shredding)، شستشوی اصطکاکی و شناورسازی (Friction & Floating Washers)، آبگیری با سانتریفیوژ و نهایتاً اکستروژن و گرانولسازی مجدد است.

| پارامتر فنی خط بازیافت ضایعات | مشخصات و مقادیر مصرفی (ظرفیت ۵۰۰ کیلوگرم/ساعت) |
|---|---|
| توان الکتریکی نصبشده | ۱۴۰ الی ۲۲۵ کیلووات |
| مصرف انرژی ویژه | ۶۷ الی ۲۲۵ کیلووات ساعت بر تن |
| مصرف آب صنعتی (شستشو) | ۴ تا ۶.۵ تن آب برای هر تن پلاستیک |
| رطوبت نهایی پرکهای خروجی | کمتر از ۳ درصد |
این کیسهها علاوه بر قابلیت استفاده مکرر (Reusability)، وزن مرده (Dead Weight) بستهبندی در ناوگان حملونقل را کاهش داده و ردپای کربنی لجستیک را بهبود میبخشند.
جمعبندی تحلیلی
تولید کیسههای PP نمایشی خیرهکننده از همگرایی ترمودینامیک پلیمرها، سینماتیک ماشینآلات گردباف و اقتصاد صنعتی است. پایداری در این اکوسیستم نیازمند شناخت مهندسی مواد، حرکت به سمت اتوماسیون (مانند فناوریهای BOPP و برش لیزری) و تطبیق با اقتصاد چرخشی است.
- 1
- 2