همه آنچه باید درباره دستگاههای تولید کیسه پلی پروپیلن بدانید
همه آنچه باید درباره دستگاههای تولید کیسه پلی پروپیلن بدانید
مقدمه
کیسههای پلیپروپیلن (PP) امروزه به عنوان «ستون فقرات» صنعت بستهبندی در بخشهای کشاورزی، صنایع شیمیایی و ساختمانی شناخته میشوند. این کیسهها با ویژگیهایی نظیر مقاومت بالا در برابر پارگی، وزن سبک و هزینه مقرونبهصرفه، گزینهای ایدهآل برای حمل و نگهداری محصولات سنگین هستند. اما تولید یک کیسه PP باکیفیت که استانداردهای جهانی را پاسخگو باشد، تصادفی نیست؛ بلکه حاصلِ تکنولوژی پیشرفته و هماهنگی دقیق میان ماشینآلاتی است که مواد خام را به محصولی کارآمد تبدیل میکنند. در این مقاله، به بررسی دقیق دستگاههای تولید کیسه پلیپروپیلن میپردازیم تا مسیر سرمایهگذاری و تولید شما را شفافتر کنیم.
فرآیند کلی تولید؛ یک زنجیره پیوسته، نه یک دستگاه واحد
تولید کیسه پلیپروپیلن (PP) یک فرآیند مرحلهبهمرحله و زنجیرهای است. هر حلقه از این زنجیره بر کیفیت حلقه بعدی تأثیر مستقیم دارد و ضعف در یکی، خروجی نهایی را دچار ایراد میکند. برای درک بهتر این مسیر، بیایید سفر یک ذره گرانول پلیپروپیلن را از ورود به کارخانه تا تبدیل شدن به یک کیسه مقاوم دنبال کنیم:
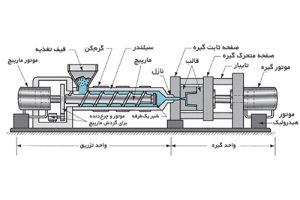
مرحله اول: تولید ماده اولیه کیسه پلی پروپیلن (دستگاه اکسترودر نوار)
سفر با «گرانولهای پلیپروپیلن» (دانههای ریز پلاستیکی) آغاز میشود. این گرانولها وارد دستگاه اکسترودر میشوند. در اینجا با حرارت ذوب شده و از قالبهای خاصی خارج میشوند تا به «نوار» یا همان «تِیپ» (Tape) تبدیل شوند. این نوارها پس از کشش و خنکسازی، روی قرقرهها پیچیده میشوند. کیفیت این نوارها (استحکام کششی و یکنواختی ضخامت) تعیینکننده مقاومت نهایی کیسه است.
مرحله دوم: شکلگیری بافت کیسه پلی پروپیلن (دستگاه بافندگی)
نوارهای پیچیده شده روی قرقرهها، حالا ماده اولیه دستگاه بافندگی (Circular Loom) هستند. این دستگاه با تکنیک خاصی، نوارها را به صورت عرضی و طولی روی هم میبافد و پارچهای لولهای شکل (مانند آستین لباس) را تولید میکند. در این مرحله، پارچه پلیپروپیلن متولد میشود، اما هنوز برای بستهبندی محصولات ریزدانه مناسب نیست.
مرحله سوم: تکمیل و زیبایی کیسه پلی پروپیلن (دستگاه روکش و چاپ)
پارچه بافته شده دارای منافذی است که ممکن است به نفوذ رطوبت یا نشت مواد پودری منجر شود. در این مرحله، دستگاه لمینت یا روکش (Coating Line) یک لایه نازک پلاستیک یا کاغذ روی پارچه میکشد تا ضد آب و محکمتر شود. سپس دستگاه چاپ (Printing)، برند و مشخصات محصول را روی کیسه مینویسد.
مرحله چهارم: نهاییسازی تولید کیسه پلی پروپیلن (دستگاه برش و دوخت)
در انتها، این طولههای طولانی پارچه چاپ شده، وارد خط برش و دوخت (Cutting & Sewing) میشوند. دستگاهها پارچه را در اندازههای استاندارد برش داده، کف آن را میدوزند و کیسه نهایی آماده بستهبندی میشود.
بنابراین، برای راهاندازی یک کارخانه موفق، شما نه یک دستگاه، بلکه یک «خط تولید» شامل این چهار ایستگاه اصلی را مدیریت خواهید کرد. در ادامه به بررسی دقیق تکتک این دستگاهها میپردازیم.
واحد اول: تولید نوار (Tape Plant)؛ قلب تپنده خط تولید
دقیقاً همانطور که در مقدمه اشاره کردیم، اولین و حیاتیترین مرحله، تبدیل گرانولهای پلیپروپیلن به نوار (Tape) است. اگر این مرحله دقت کافی نداشته باشد، کیسه نهایی دچار پارگی، عدم استحکام و ظاهر نامناسب خواهد شد. در این بخش به جزئیات فنی دستگاه اکسترودر و تجهیزات جانبی آن میپردازیم.

واحد اول تولید ماده اولیه کیسه پلی پروپیلن دستگاه اکسترودر نوار (Tape Extruder)
این دستگاه جایی است که مواد اولیه ذوب شده و شکل میگیرند. اما نکتهای که در اکثر مقالات تخصصی نادیده گرفته میشود، سیستم گرمایشی دستگاه است که مستقیماً کیفیت نوار را تعیین میکند:
گرمکن هات ایر و هات رولر
گرمکنهای هات ایر (Hot Air Ovens)
در این سیستم، کورههای مخصوصی با هوای داغ، نوارها را گرم میکنند.
- مزیت: توزیع حرارت بسیار یکنواخت و دقیق. این سیستم برای تولید نوارهای ظریف و حساس (که در کیسههای لوکس استفاده میشود) ایدهآل است، چون خطر سوختن نوار را به حداقل میرساند.
گرمکنهای هات رولر (Hot Roller/Drum Type)
در این سیستم، نوارها از روی غلتکهای داغ عبور میکنند تا گرم شوند.
- مزیت: انتقال حرارت سریعتر و مصرف انرژی کمتر. این سیستم برای تولید نوارهای ضخیمتر و سرعتهای بالا مناسبتر است.
- نکته: انتخاب بین این دو، به استراتژی شما بستگی دارد؛ اگر به دنبال کیفیت فوقالعاده و صادرات هستید، هات ایر پیشنهاد میشود، اما اگر مصرف برق برایتان اولویت اول است، هات رولر گزینه بهتری است.
سیستم ویندینگ و کنینگ (Winding & Coning)
ویندینگ (Winding)
در این سیستم، نوارها روی قرقرههای بزرگ (اسپول) پیچیده میشوند. این روش معمولاً برای دستگاههای بافندگی قدیمیتر یا تولید پارچههایی که نیاز به ضخامت بالا دارند استفاده میشود.
کنینگ (Coning)
این سیستم مدرنتر است و نوارها روی بوبینهای مخروطی (مانند بوبینهای نخ ریسی) پیچیده میشوند.
- مزیت: ظرفیت بیشتر نخ روی هر بوبین که باعث کاهش تعداد تعویضهای نخ در دستگاه بافندگی میشود و در نتیجه بازدهی تولید بالا میرود. همچنین در دستگاههای بافندگی مدرن، سیستم تغذیه از بوبینهای کنی بسیار روانتر عمل میکند.
نکته طلایی: مدیریت ضایعات و بازیافت درونخطی (In-line Recycling)
این بخش، پتانسیل پنهان سودآوری در خط تولید شماست. در تولید نوار، همواره بخشی از مواد به صورت “لبه” (Edge Trim) برش میخورند یا در زمان استارت دستگاه، ضایعات اولیه تولید میشود.
در ماشینآلات پیشرفته، این ضایعات دور ریخته نمیشوند:
- سیستم آسیاب کناری: لبههای برشخورده بلافاصله توسط یک دستگاه آسیاب کوچک در همان خط اکسترودر پودر میشوند.
- تزریق مجدد: این پودر به صورت خودکار به مخزن اکسترودر برگردانده میشود و دوباره به نوار تبدیل میشود.
چرا این مهم است؟ بسیاری از تولیدکنندگان سنتی، ضایعات را جمع کرده و در یک پروسه جداگانه دوباره گرانول میکنند که هزینه انرژی و حملونقل دارد. سیستم بازیافت درونخطی (In-line) این هزینه را حذف کرده و “ضایعات” را بلافاصله به “محصول قابل فروش” تبدیل میکند. این ویژگی میتواند درصد سود خالص کارخانه شما را به طور چشمگیری افزایش دهد.
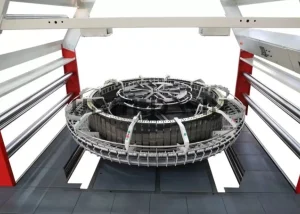
واحد دوم: بافندگی کیسه پلی پروپیلن (Weaving)؛ تبدیل نوار به پارچه
پس از اینکه نوارها (تپها) پلی پروپیلن در واحد قبل تولید شدند، حالا نوبت به دستگاه بافندگی مدور (Circular Loom) میرسد. این دستگاهها وظیفه دارند نوارهای تکی را با تکرار یک الگوی خاص، به یک پارچه یکپارچه و مقاوم تبدیل کنند. این واحد معمولاً پرسنلترین بخش کارخانه است و انتخاب درست نوع دستگاه، مستقیماً بر سرعت تولید و هزینههای مالیاتی شما تأثیر میگذارد.
دستگاه بافندگی مدور (Circular Loom) و مکانیزم آن
در این دستگاه، نوارها از قرقرهها خارج شده و وارد قسمت “کلاف” میشوند. نوارهای عمودی (تار) دور یک استوانه میچرخند و نوارهای افقی (پود) توسط “شاتلها” (Shuttles) از لای آنها عبور داده میشوند. نتیجه این بافت، یک لوله پارچهای است که مقاومت فوقالعادهای در برابر پارگی دارد.
تفاوت مدلهای ۴ شاتل، ۶ شاتل و ۸ شاتل
یکی از سوالات متداول خریداران، تفاوت بین این مدلهاست. عدد مشخصکننده تعداد “شاتلها” یا همان پرندههای بافندگی است که نوار افقی را عبور میدهند. این تفاوت فقط سرعت نیست، بلکه به “عرض پارچه” نیز مربوط میشود:
دستگاه ۴ شاتل (4-Shuttle)
-
- کاربرد: تولید کیسههای کوچک و متوسط (مانند کیسههای آرد، خوراک دام و cement bags).
- ویژگی: سرعت پایینتر نسبت به مدلهای دیگر، اما پایداری و تنظیمات آسانتر. مناسب برای کارگاههای کوچک یا کسانی که تازه کار themselves را شروع کردهاند.
- عرض پارچه: معمولاً برای کیسههایی با عرض تا ۵۰-۶۰ سانتیمتر (در حالت تا شده) مناسب است.
دستگاه ۶ شاتل (6-Shuttle)
- کاربرد: استانداردترین دستگاه در بازار. مناسب برای تولید کیسههای متداول و عرضهای متوسط تا نیمهبزرگ.
- ویژگی: تعادل خوبی بین سرعت تولید و قیمت دستگاه ایجاد میکند.
دستگاه ۸ شاتل (8-Shuttle) و بالاتر
- کاربرد: تولید کیسههای خیلی بزرگ (بیگبگ/Jumbo Bag)، کیسههای سموم شیمیایی و پارچههای تarpaulin (برونکش).
- ویژگی: سرعت بسیار بالا و توانایی بافتن پارچههای پهن. این دستگاهها معمولاً دارای سیستمهای پیشرفتهتری هستند (مثل سیستم کنترل کشش الکترونیکی).
- نکته فنی: هرچه تعداد شاتل بیشتر باشد، کوبش کمتری به نوار وارد میشود (چون تعداد نوارهای افقی بیشتر است و فشار کمتر تقسیم میشود)، که این موضوع در پارچههای پهن برای حفظ کیفیت حیاتی است.


نکته طلایی: تولید پارچه دوبل (تک کیسهای) در برابر تک لایه
ین یک نکته کاملاً تخصصی است که میتواند ارزش افزوده محصول شما را چند برابر کند:
- بافت تک لایه (Single Layer): اکثر کارخانهها پارچه را به صورت یک لایه ساده میبافند. برای کیسههای مواد دانهای (مثل گندم) این کافی است.
-
بافت دوبل (Double Layer / Single Sack): در بازار هدف (مخصوصاً برای کیسههای آرد، شکر و مواد شیمیایی)، مشتریان کیسهای میخواهند که لایه داخلی داشته باشد تا نفوذ رطوبت و نشت پودر جلوگیری شود.
مزیت رقابتی: دستگاههای بافندگی پیشرفته، قابلیت تولید همزمان دو لایه پارچه را دارند. یعنی دستگاه یک لایه داخلی و یک لایه خارجی را همزمان روی هم میبافد (بدون نیاز به دوخت اضافی).
- چرا این مهم است؟ اگر شما این قابلیت را در دستگاه داشته باشید، میتوانید “کیسه تکلایه دوزی” (Laminated Bag without separate liner) تولید کنید. کیسههای پلی پروپلین در بازار قیمت بالاتری دارند و مشتریان صادراتی علاقه زیادی به آنها نشان میدهند. دستگاههای معمولی فقط لایه خارجی را میبافند و شما مجبورید لایه داخلی را جداگانه خریداری و داخل آن قرار دهید (که هزینه و زمانبر است)، اما با دستگاه مناسب، این کار را یکسره انجام میدهید.
پیشنهاد: اگر بازار هدف شما صنایع غذایی (آرد و شکر) است، حتماً در خرید دستگاه بافندگی پلی پروپیلن به دنبال مدلی باشید که پشتیبانی “جفت بافی” یا تولید پارچه دوبل را داشته باشد.

واحد سوم: تکمیل و پوشش (Finishing)؛ از پارچه خام به محصول باارزش
پس از عبور از واحد بافندگی، ما یک پارچه خام داریم که اگرچه مقاوم است، اما ظاهر سادهای دارد و برای بستهبندی مواد ریزدانه یا محصولات حساس، هنوز کامل محسوب نمیشود. واحد تکمیل، جایی است که پارچه پلی پروپیلن “پولساز” میشود. در اینجا دو دستگاه کلیدی وارد عمل میشوند:
دستگاه روکش یا لمینت کیسه پلی پروپیلن (Coating/Lamination Line)
پارچههای بافته شده دارای منافذی در محل اتصال نوارها هستند. برای بستهبندی آرد، خوراک دام، کود شیمیایی و مواد شیمیایی، این منافذ مشکلساز میشوند (نشت پودر یا نفوذ رطوبت).
- مکانیزم: دستگاه روکش، یک لایه نازک از مواد پلیمری مذاب (معمولاً پلیپروپیلن یا پلیاتیلن) را روی یک طرف یا هر دو طرف پارچه میکشد و با فشار و حرارت آن را چسبانده و یکپارچه میکند.
- مزیت: این کار علاوه بر جلوگیری از نفوذ، استحکام پارچه را چند برابر کرده و سطحی صاف برای چاپ باکیفیت فراهم میکند.
- نکته فنی: دستگاههای لمینت مدرن مجهز به سیستمهای “اتوماتیک تعویض غلتک” هستند که باعث میشود در حین تعویض رول پارچه، خط تولید متوقف نشود و سرعت تولید حفظ شود.

دستگاه چاپ کیسه پلی پروپیلن (Printing Machine)
کیسههای لمینت شده سفید رنگ، بوم نقاشی آمادهای برای برندینگ هستند. نوع دستگاه چاپ مستقیماً بر کیفیت تصویر و هزینه نهایی تأثیر دارد:
چاپ سیلندری (Flexor/Rotary Printing)
- روش: از قالبهای لاستیکی انعطافپذیر ( cliché ) که روی سیلندر سوار میشوند استفاده میکند.
- ویژگی: سرعت چاپ بسیار بالا و مناسب برای چاپهای ساده (تا ۴ یا ۶ رنگ). این روش برای تولید انبوه کیسههای استاندارد بسیار اقتصادی است.
چاپ تخت (Flatbed Printing)
- روش: قالب چاپ صاف است و پارچه روی یک سطوح صحر حرکت میکند.
- ویژگی: کیفیت چاپ بالاتر و دقت در جزئیات بیشتر نسبت به نوع سیلندری. برای کیسههای لوکس که جزئیات ریز لوگو اهمیت دارد، این روش مناسب تر است ولی سرعت کمتری دارد.
نکته طلایی: انقلاب BOPP و تفاوت لمینت سنتی با لمینت فیلم BOPP



- 1
- 2