آموزش استفاده از اکسترودر پلاستیک
آموزش استفاده از اکسترودر پلاستیک
مقدمه
استفاده از اکسترودر پیچ شامل مراحلی مانند نصب دستگاه، تنظیم، آزمایش، راهاندازی، عملیات، نگهداری و تعمیر است. استفاده از این دستگاه دارای ویژگیهای مشترک با ماشینآلات عمومی است، بهویژه در موتور محرکه و دستگاه کاهش سرعت. با این حال، سیستم کاری اکسترودر پیچ سیستم اکستروژن است که دارای ویژگیهای منحصر به فردی است. هنگام استفاده از اکسترودر پیچ باید به این ویژگیها توجه ویژهای داشته باشید.
استفاده صحیح و معقول از اکسترودر پلاستیکی می تواند به کارایی دستگاه، حفظ شرایط کاری خوب و افزایش طول عمر دستگاه کمک کند
روش عملیات اکسترودر
اپراتورها باید با ویژگیهای ساختاری اکسترودری که در حال استفاده هستند، بهویژه ویژگیهای ساختاری پیچ، ابزارهای کنترل حرارت و سرمایش، ویژگیهای هد و شرایط مونتاژ آشنا باشند تا بتوانند شرایط فرآیند اکستروژن را بهدرستی مدیریت کنند و دستگاه را بهدرستی راهاندازی کنند. روشهای عملیات اکسترودری برای محصولات پلاستیکی مختلف متفاوت است، اما نکات مشترکی نیز وجود دارد. در ادامه،آموزش استفاده از اکسترودر پلاستیک و مراحل عملیات مشترک و موارد نیاز به توجه هنگام اکستروژن انواع محصولات بهطور مختصر معرفی میشود.
1. آمادهسازی قبل از راهاندازی
(1) پلاستیک برای قالبگیری اکستروژن: مواد اولیه باید به شرایط خشک شدن مورد نیاز برسند و در صورت نیاز بیشتر خشک شوند. مواد اولیه باید الک شده و تودهها و ناخالصیهای مکانیکی حذف شوند. (2) بررسی کنید که آیا سیستمهای آب و برق تجهیزات بهطور عادی کار میکنند، اطمینان حاصل کنید که مسیرهای آب و گاز باز و بدون نشتی هستند، سیستم برق عادی است، سیستم گرمایش، کنترل دما و ابزارهای مختلف بهطور قابل اعتماد کار میکنند؛ دستگاههای کمکی را بهطور خالی و با سرعت کم آزمایش کنید و ببینید که آیا تجهیزات بهطور عادی کار میکنند یا خیر؛ پمپ خلاء جدول سایزبندی را روشن کنید و ببینید که آیا بهطور عادی کار میکند؛ به قسمتهای مختلف تجهیزات روغنکاری کنید. در صورت یافتن نقص، آن را بهموقع برطرف کنید. (3) نصب هد و آستین سایزبندی: بر اساس نوع و اندازه محصول، مشخصات هد دستگاه را انتخاب کنید.
2. راهاندازی
(1) بعد از رسیدن به دمای ثابت میتوان راهاندازی کرد. قبل از شروع، باید مجدداً پیچهای هد و فلنج اکسترودر را سفت کنید تا اختلاف انبساط حرارتی بین پیچها و هد حذف شود. ترتیب سفت کردن پیچهای هد بهصورت مورب و یکنواخت است. هنگام سفت کردن مهرههای فلنج هد، باید اطراف بهطور کامل سفت شوند، در غیر این صورت مواد بیرون میزند. (2) برای راهاندازی، دکمه “آماده برای راهاندازی” را انتخاب و فشار دهید، سپس دکمه “شروع” را وصل کنید و سپس بهآرامی دکمه تنظیم سرعت پیچ را بچرخانید، سرعت پیچ بهآرامی شروع به افزایش میکند. سپس بهتدریج سرعت را افزایش دهید و همزمان مواد را بهطور کمکم اضافه کنید. به تغییرات نشانگر آمپرمتر اصلی و نشانگرهای مختلف هنگام تغذیه توجه کنید. گشتاور پیچ نباید از علامت قرمز (معمولاً 65%-75% گشتاورسنج) تجاوز کند. قبل از اینکه پروفیل پلاستیکی از هد اکسترود شود، هیچکس نباید مستقیماً در مقابل قالب بایستد تا از آسیب ناشی از شکستن پیچها یا به دلیل مرطوب بودن و کف کردن مواد اولیه جلوگیری شود. بعد از اینکه پلاستیک از قالب اکسترود شد، خروجی اکسترود باید بهآرامی خنک شود و به دستگاه کشش و قالب سایزبندی هدایت شود و این دستگاهها فعال شوند. سپس بر اساس مقدار نشان داده شده توسط ابزار کنترل و الزامات محصولات اکسترود شده، هر قسمت را تنظیم کنید تا کل عملیات اکستروژن به حالت عادی برسد.
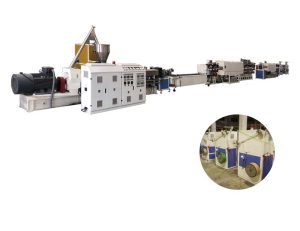
تجهیزات اکستروژن پلاستیک
در تجهیزات قالبگیری اکستروژن پلاستیک، اکسترودر پلاستیک معمولاً به عنوان دستگاه اصلی شناخته میشود و تجهیزات بعدی که با آن هماهنگ میشوند به عنوان دستگاه کمکی شناخته میشوند. پس از بیش از 100 سال توسعه، اکسترودر پلاستیک از مدل تک پیچ اصلی به مدلهای چند پیچ و حتی بدون پیچ تبدیل شده است. اکسترودر پلاستیک (دستگاه اصلی) میتواند با دستگاههای کمکی مختلف قالبگیری پلاستیک مانند لوله، فیلم، مواد نگهداری، مونوفیلامنت، سیم تخت، تسمه بستهبندی، مش اکسترود، مواد صفحهای (ورق)، مواد پروفیلی، گرانولاسیون، پوشش کابل و غیره مطابقت داشته باشد تا خطوط تولید مختلف قالبگیری اکستروژن پلاستیک را تشکیل دهد و محصولات پلاستیکی مختلفی تولید کند. بنابراین، ماشینآلات قالبگیری اکستروژن پلاستیک یکی از مدلهای گسترده استفاده شده در صنعت پردازش پلاستیک، چه اکنون و چه در آینده است.
طبقهبندی اکسترودرها
با استفاده گسترده و توسعه مداوم فناوری قالبگیری اکستروژن پلاستیک، انواع اکسترودرها روزبهروز بهروز میشوند. طبقهبندی اصلی آنها به شرح زیر است:
- بر اساس موقعیت نصب، به اکسترودر عمودی و افقی تقسیم میشود.
- بر اساس هدف، به اکسترودر برای قالبگیری، اکسترودر برای مخلوط کردن و اکسترودر برای تغذیه تقسیم میشود.
- بر اساس تعداد پیچها، به اکسترودر بدون پیچ، اکسترودر تک پیچ، اکسترودر دوقلو و اکسترودر پلاستیک دو پیچ تقسیم میشود.
- بر اساس وجود یا عدم وجود تهویه، به اکسترودر تهویهدار و بدون تهویه تقسیم میشود.
- بر اساس سرعت پیچ، به اکسترودر عادی، اکسترودر با سرعت بالا و اکسترودر با سرعت فوقالعاده بالا تقسیم میشود.
روش نگهداری اکسترودر
- تجهیزات اکسترودر پلاستیک باید در مکانی با تهویه مناسب قرار گیرد تا از خنک شدن موتور اطمینان حاصل شود و عمر آن افزایش یابد؛ دستگاه باید بهخوبی زمین شود.
- بهطور منظم پیچهای ابزار را بررسی کنید. بعد از استفاده از دستگاه جدید برای یک ساعت، از ابزارها برای سفت کردن چاقوی متحرک، پیچ چاقوی ثابت و اتصال بین نگهدارنده ابزار استفاده کنید: یاتاقان باید بهطور منظم با روانکننده پر شود تا از روانی بین یاتاقانها اطمینان حاصل شود؛ برای اطمینان از تیز بودن ابزار برش، ابزار باید بهطور مکرر بررسی شود تا از تیز بودن آن اطمینان حاصل شود و از آسیبهای غیرضروری به سایر قطعات ناشی از تیغه کُند جلوگیری شود؛ بهطور منظم بررسی کنید که آیا تسمه شل است و آن را بهموقع تنظیم کنید.
- قبل از شروع مجدد، تیغه تقویتی را راهاندازی کنید و باقیماندهها را از اتاق دستگاه خارج کنید تا مقاومت شروع کاهش یابد، بهطور منظم مجموعه اینرسی و مجموعه پولی را باز کنید و خروجی خاک زیر فلنج را تمیز کنید، پودری که از اتاق خردکن خارج میشود به یاتاقان شفت وارد میشود.
- هنگام تعویض قطعات و تغییر ابزار، فاصله بین چاقوی متحرک و چاقوی ثابت: 0.8 میلیمتر برای خردکنهای بالای 20 اسب بخار بهتر است و 0.5 میلیمتر برای خردکنهای زیر 20 اسب بخار بهتر است. هرچه مواد بازیافتی نازکتر باشند، فاصله بیشتر است.